





汽車制造



產品概述
product description
查看大圖
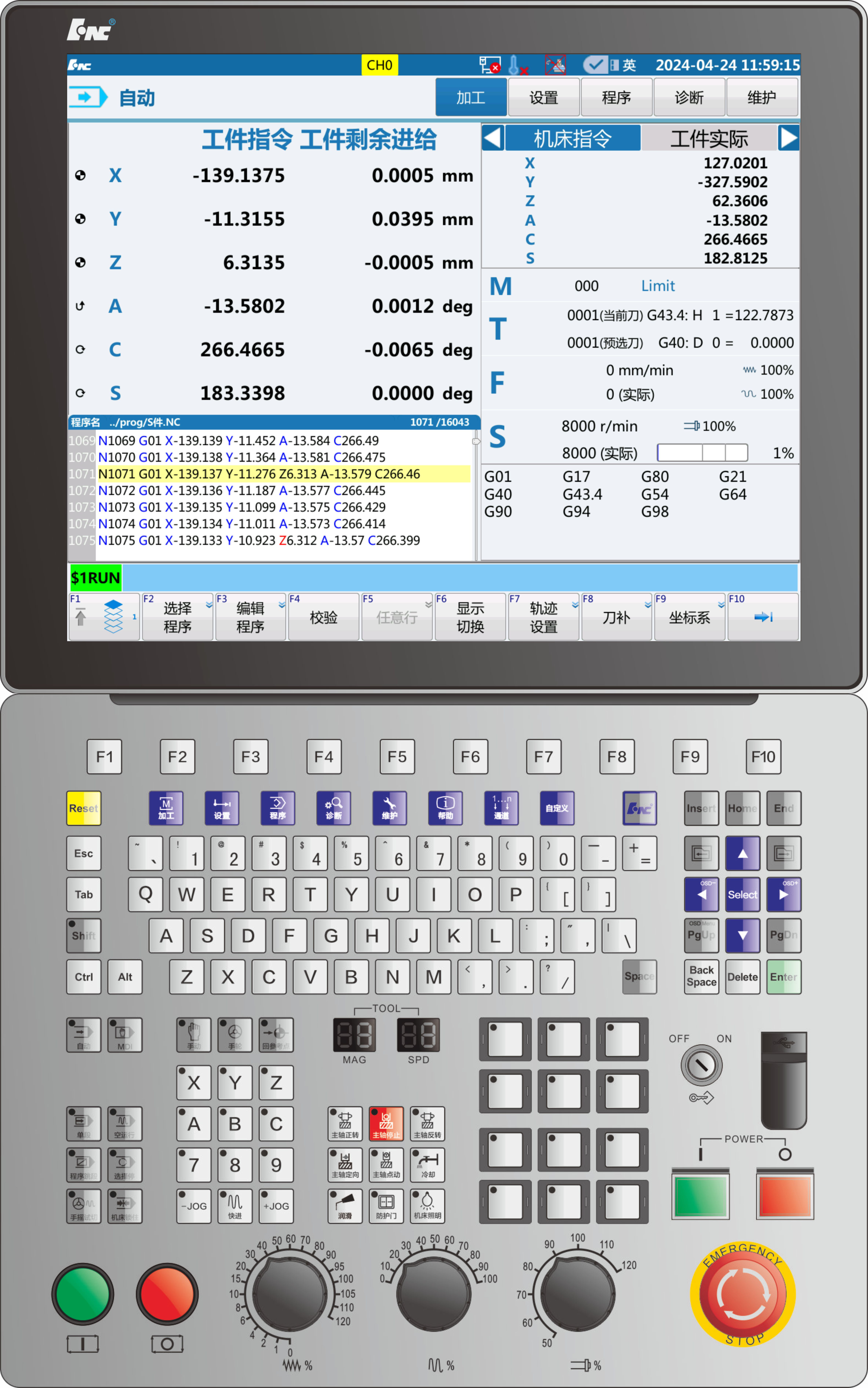
HNC-848Di五軸數(shù)控系統(tǒng)
五軸數(shù)控裝置HNC-848Di為全數(shù)字總線式高檔數(shù)控裝置,支持自主開發(fā)的NCUC總線協(xié)議及EtherCAT總線協(xié)議,支持總線式全數(shù)字伺服驅動單元和絕對式伺服電機、支持總線式遠程I/O單元,集成手持單元接口。系統(tǒng)采用雙IPC單元的上下位機結構,具有高速高精加工控制、五軸聯(lián)動控制、多軸多通道控制、雙軸同步控制及誤差補償?shù)雀邫n數(shù)控系統(tǒng)功能,友好人性化HMI,獨特的智能APP平臺,面向數(shù)字化車間網絡通信能力,將人、機床、設備緊密結合在一起,最大程度的提高生產效率,縮短制造準備時間。系統(tǒng)提供五軸加工、車銑復合加工完整解決方案,適用于航空航天、能源裝備、汽車制造、船舶制造、3C(計算機、通訊、消費電子)領域。
使用說明下載產品特點
Features



產品參數(shù)
Product parameters| 項目 | 規(guī)格 | HNC-848 | |
| M | MT | ||
| 系統(tǒng)控制規(guī)格 | |||
| 通道數(shù)(加工通道) | 標配 | 1 | 2 |
| 最大 | 8 | 8 | |
| 通道數(shù)(自動化通道) | 標配 | 1 | 1 |
| 最大 | 4 | 4 | |
| 主軸/通道 | 標配 | 1 | 2 |
| 最大 | 4 | 4 | |
| 進給軸/通道 | 標配 | 5 | 5 |
| 最大 | 9 | 9 | |
| 最大聯(lián)動軸數(shù)/通道 | 9 | 9 | |
| 最大支持輸入/輸出點數(shù) | 4096/4096 | ||
| 最小輸入單位 | mm deg inch | 10-5?● | |
| 10-6?★ | |||
| 數(shù)控裝置硬件接口 | |||
| 顯示單元尺寸 | / | 12.1”/15”/17”彩顯 | |
| 顯示單元分辨率 | 1024×768/1024×768/1280×1024 | ||
| 現(xiàn)場總線接口 | MCUC總線 | ● | ● |
| EtherCAT總線 | ● | ● | |
| M3總線 | ― | ― | |
| USB接口 | ● | ● | |
| 以太網接口 | ● | ● | |
| IO單元硬件接口 | |||
| 主軸控制與編碼器接口 | 分辨率:12位 | ● | ● |
| 輸出電壓:DA 0~10V或-10V~+10V | |||
| 方波差分接收 | |||
| 用戶I/O | 最多可擴展到4096/4096 | ● | ● |
| RS232/485接口 | ★ | ★ | |
| MODBUS(TCP/IP) | ● | ● | |
| 面板手持單元 | 手搖脈沖發(fā)生器(TTL電平輸入) | ― | ― |
| 坐標軸選擇 | |||
| 倍率選擇 | |||
| 緊急停止按鈕 | |||
| 手持使能按鈕 | |||
| 輸入端子板 | 支持NPN和PNP型開關量 | ★ | ★ |
| 輸出端子板 | 支持NPN和PNP型開關量 | ★ | ★ |
| 運行操作 | |||
| 自動運行 | ● | ● | |
| 單段運行 | ● | ● | |
| 手動運行 | ● | ● | |
| 增量運行 | ● | ● | |
| MDI運行 | ● | ● | |
| 編輯運行 | ● | ● | |
| 重運行 | ● | ● | |
| 空運行 | ● | ● | |
| 返回參考點 | ● | ● | |
| 機床鎖住 | ● | ● | |
| 急停 | ● | ● | |
| 超程 | ● | ● | |
| 基礎G指令功能 | |||
| 暫停 | G04 | ● | ● |
| 公制/英制輸入 | G20/G21 | ● | ● |
| 跳轉 | G31 | ● | ● |
| 返回參考點 | G28 | ● | ● |
| 從參考點返回 | G29 | ● | ● |
| 第2、3、4參考點返回 | G30 | ● | ● |
| 前瞻控制 | G08 | ● | ● |
| 虛軸指定 | G07 | ● | ● |
| 插補功能 | |||
| 納米插補 | ★ | ★ | |
| 快移定位 | G00(線性插補方式) | ● | ● |
| 單向定位 | G60 | ● | ● |
| 準確停止方式 | G61 | ● | ● |
| 切削方式 | G64 | ● | ● |
| 準確停止 | G09 | ● | ● |
| 線性插補 | G01 | ● | ● |
| 圓弧插補 | G02/G03(三個坐標平面) | ● | ● |
| 三維圓弧插補 | G02.4 | ● | ● |
| 極坐標插補 | G12/G13 | ― | ● |
| 圓柱面插補 | G07.1 | ― | ● |
| 螺旋線插補 | 兩軸圓弧插補與第三軸線性插補 | ● | ● |
| 螺紋切削 | G32/G33 | ― | ● |
| 多頭螺紋切削 | G32/G33 | ― | ● |
| 變導程螺紋切削 | G32/G33 | ― | ● |
| 圓弧螺紋切削 | G35.2/G35.3 | ― | ● |
| 攻絲切削 | G84 | ● | ● |
| 變頻主軸跟隨攻絲 | G84 | ― | ● |
| 拋物線插補 | G07.2/G07.3 | ● | ● |
| 橢圓插補 | G06.2/G06.3 | ● | ● |
| 進給功能 | |||
| 快移進給速度 | 最大999999mm/min | ● | ● |
| 每分鐘進給 | G94 | ● | ● |
| 每轉進給 | G95 | ● | ● |
| 反比時間進給 | G93 | ● | ● |
| JOG倍率 | 0~120%(200%) | ● | ● |
| 高速高精控制功能 | |||
| 高速高精等級參數(shù)設定 | G05.1P0-P9 | ● | ● |
| 高速高精V2.0 | MOVSPACEON/MOVSPACEOFF | ★ | ― |
| 軌跡勻順功能 | ● | ● | |
| S形加減速控制 | ● | ● | |
| 插補前平滑 | ● | ● | |
| 插補后平滑 | ― | ― | |
| 前饋控制 | ★ | ★ | |
| 圓弧半徑速度鉗制 | ● | ● | |
| 程序輸入 | |||
| 最大編程尺寸 | ±8位數(shù)(±21474.000mm) | ● | ● |
| 程序號 | 32個字符 | ||
| 程序段號 | N號+10位數(shù) | ● | ● |
| 絕對/增量編程 | G90/G91 | ● | ● |
| 直徑/半徑編程 | G36/G37 | ― | ● |
| 平面選擇 | G17/G18/G19 | ● | ● |
| 旋轉軸編程 | ● | ● | |
| 旋轉軸循環(huán)功能 | ● | ● | |
| 極坐標編程輸入 | G15/G16 | ● | ● |
| 局部工件坐標系 | G52 | ● | ● |
| 工件坐標系選擇 | G54~G59 | ● | ● |
| 機床坐標系 | G53 | ● | ● |
| 設定工件坐標系 | G92 | ● | ● |
| 擴展工件坐標系 | G54.1~G54.60共計60個 | ● | ● |
| 角度編程輸入 | ― | ● | |
| 倒角/倒圓輸入 | ― | ● | |
| 可編程數(shù)據(jù)輸入 | G10/G11 | ● | ● |
| 子程序調用 | 允許嵌套9層 | ● | ● |
| 用戶宏程序 | ● | ● | |
| 宏程序局部變量 | #0~#49(當前通道) | ● | ● |
| 宏程序全局變量 | #50~#199(當前通道) | ● | ● |
| 非模態(tài)調用子程序 | G65 | ● | ● |
| 坐標系旋轉 | G68/G69 | ● | ● |
| 縮放 | G50/G51 | ● | ● |
| 鏡像 | G24/G25 | ● | ● |
| 跳段指令 | ● | ● | |
| 對話式編程輸入 | ● | ● | |
| 自由輪廓編程 | ― | ● | |
| 向導編程功能(通用) | ● | ● | |
| 通用銑削DXF編程 | ― | ― | |
| 密封圈加工工藝卡編程 | ― | ― | |
| 異形密封圈DXF編程 | ― | ― | |
| 程序編輯操作 | |||
| 程序存儲容量 | 8G??● | ||
| 64G?★ | |||
| 程序前臺編輯 | ● | ● | |
| 程序后臺編輯 | ● | ● | |
| 程序保護 | ● | ● | |
| 程序索引 | ● | ● | |
| 工藝循環(huán) | |||
| 鉆孔循環(huán) | G73:高速深孔加工 | ● | ● |
| G74:反攻絲循環(huán) | ● | ● | |
| G76:精鏜循環(huán) | ● | ● | |
| G81:中心鉆孔循環(huán) | ● | ● | |
| G83:深孔加工循環(huán) | ● | ● | |
| G84:攻絲循環(huán) | ● | ● | |
| G85、G86、G89:鏜孔循環(huán) | ● | ● | |
| G87:反鏜循環(huán) | ● | ● | |
| G88:手鏜循環(huán) | ● | ● | |
| 鉆孔樣式循環(huán) | G70:圓周鉆孔 | ● | ● |
| G71:圓弧鉆孔 | ● | ● | |
| G78:角度直線鉆孔 | ● | ● | |
| G79:柵格棋盤鉆孔 | ● | ● | |
| 銑削循環(huán) | G181:圓弧槽(類型1) | ● | ● |
| G182:圓弧槽(類型2) | ● | ● | |
| G183:圓周槽 | ● | ● | |
| G184:矩形凹槽 | ● | ● | |
| G185:圓形凹槽 | ● | ● | |
| G186:端面銑削 | ● | ● | |
| G188:矩形凸臺 | ● | ● | |
| G189:圓形凸臺 | ● | ● | |
| 簡單車削循環(huán) | G80:內(外)徑切削 | ― | ● |
| G81:端面切削 | ― | ● | |
| G82:螺紋切削 | ― | ● | |
| G74:端面深孔鉆加工 | ― | ● | |
| G75:外徑切槽 | ― | ● | |
| 復雜車削循環(huán) | G71:內(外)徑粗車復合循環(huán) | ― | ● |
| G72:端面粗車復合循環(huán) | ― | ● | |
| G73:閉合車削復合循環(huán) | ― | ● | |
| G76:螺紋切削復合循環(huán) | ― | ● | |
| 簡單磨削循環(huán) | G76:縱磨循環(huán) | ― | ― |
| G77:切入磨循環(huán) | ― | ― | |
| G79:砂輪外徑修整循環(huán) | ― | ― | |
| G80:量儀端面定位循環(huán) | ― | ― | |
| G81:砂輪端面修整循環(huán) | ― | ― | |
| 復雜磨削工藝循環(huán) | G1900:外圓磨削循環(huán) | ― | ― |
| G1920:平面磨削循環(huán) | ― | ― | |
| 用戶自定義循環(huán) | G1000-G1999 | ● | ● |
| 測量功能 | |||
| 自動工件測量(雷尼紹) | ★ | ★ | |
| 工件測量 | ● | ● | |
| 刀具測量 | ● | ● | |
| 輔助/主軸功能 | |||
| 輔助M代碼功能 | M+3位數(shù) | ● | ● |
| 輔助功能分組 | ● | ● | |
| MST鎖住 | ● | ● | |
| 單行多個M代碼 | 最多同時指定4個 | ● | ● |
| 手輪中斷 | ● | ● | |
| 手輪試切 | ● | ● | |
| 任意行運行 | ● | ● | |
| 斷點運行 | ● | ● | |
| 空間保護區(qū) | 提供工件和刀具保護 | ● | ● |
| 浮動零點 | 手動設置參考點 | ● | ● |
| 主軸轉速控制 | S+6位數(shù) | ● | ● |
| 主軸轉速倍率 | 0~120% | ● | ● |
| 主軸速度波動檢測 | ● | ● | |
| 雙主軸同步控制 | G159/G160 | ― | ★ |
| 軸耦合控制 | G118/G119 | ● | ● |
| 主軸定向 | ● | ● | |
| 主軸定位 | ● | ● | |
| 主軸自動換檔功能 | ● | ● | |
| C/S切換 | CTOS STOC | ● | ● |
| 圓周速度恒定控制 | G96/G97 | ― | ● |
| 剛性攻絲 | G84 | ● | ● |
| 攻絲回退 | ● | ● | |
| 多軸多通道功能 | |||
| 五軸RTCP | G43.4/G43.5 | ★ | ★ |
| 定向加工 | G68.2/G68.3 | ★ | ★ |
| 五軸恒進給 | G94.6P# | ● | ● |
| 多組RTCP參數(shù)切換 | G145 | ★ | ★ |
| 法向進退刀 | G53.3/G53.4 | ● | ● |
| 進給速度自適應 | G115L17P1/G115L17P0 | ● | ● |
| 五軸3D刀具補償 | G41.4/G42.4 | ★ | ★ |
| RTCP參數(shù)自動標定 | ★ | ★ | |
| 五軸工件測量 | ★ | ★ | |
| 五軸刀具測量 | ★ | ★ | |
| 五軸工件坐標系找正 | ★ | ★ | |
| 動態(tài)防碰撞 | ★ | ★ | |
| 負載自適應 | ★ | ★ | |
| 附件頭補償 | ★ | ★ | |
| 特性系車削刀具半徑補償 | G41/G42 | ★ | ● |
| 特性系車削 | G68.8/G69.8 | ★ | ● |
| 車刀刀尖方向變換 | ★ | ● | |
| 聯(lián)動車削 | G43.8/G43.9 | ★ | ★ |
| 智能斷屑 | G153/G154 | ★ | ★ |
| 動態(tài)軸釋放/捕獲 | G101/G102 | ● | ● |
| 通道間同步等待 | G104 | ● | ● |
| 雙通道同步控制功能 | G118 | ● | ● |
| 雙通道混合控制功能 | GETD | ● | ● |
| 雙通道重疊控制功能 | G148 | ● | ● |
| 指令通道加載程序 | G103 | ★ | ★ |
| 指令通道加載程序運行 | G103.1 | ★ | ★ |
| 龍門軸同步 | ● | ● | |
| 多主軸控制 | ● | ● | |
| 四軸分度軸控制 | ● | ● | |
| 多Z軸刀尖同步控制 | ● | ― | |
| 電子齒輪箱 | G146 | ★ | ★ |
| 傾斜軸控制 | ★ | ● | |
| 切向跟隨 | ★ | ★ | |
| 智能化功能 | |||
| 優(yōu)速銑功能 | ★ | ★ | |
| 智優(yōu)曲面加工功能 | ★ | ★ | |
| 智能重疊功能 | ● | ● | |
| 智能剛性攻絲功能 | ● | ● | |
| 自適應進給功能 | ★ | ★ | |
| 鐵人三項健康保障功能 | ● | ● | |
| 機床全行程負荷圖功能 | ● | ● | |
| 故障錄像功能 | ● | ● | |
| 磨床量儀功能(華中) | ― | ― | |
| 車床斷屑加工功能 | G152 | ― | ● |
| 車床SVE功能 | ― | ● | |
| 車床自動對刀儀功能(兩軸) | ― | ● | |
| 螺紋修復 | ― | ● | |
| 變速車螺紋 | ― | ● | |
| 刀具功能/刀具補償功能 | |||
| 刀具功能 | T+4位數(shù)/T+六位數(shù) | ● | ● |
| 刀具補償個數(shù) | 1000 | ||
| 刀具半徑補償 | G40/G41/G42 | ● | ● |
| (C型刀補) | |||
| 刀具磨損補償 | ● | ● | |
| 刀具長度補償 | G49/G43/G44 | ● | ● |
| 刀具管理功能 | ● | ● | |
| 刀庫管理功能 | ● | ● | |
| 刀具壽命管理 | ● | ● | |
| 空間長度補償 | ● | ● | |
| 特性坐標系 | ● | ● | |
| 刀具軸向控制 | G53.1/G53.2/G53.5 | ● | ● |
| 大小刀管理功能 | ● | ● | |
| 姊妹刀功能 | ● | ● | |
| 3D跟隨補償 | ― | ― | |
| 精度補償 | |||
| 反向間隙補償 | ● | ● | |
| 螺距誤差補償 | ● | ● | |
| 垂直度補償功能 | ● | ● | |
| 直線度補償功能 | ● | ● | |
| 雙向螺距誤差補償功能 | ● | ● | |
| 螺補文件導入自動補償功能 | ● | ● | |
| 無傳感器熱誤差補償功能 | ★ | ★ | |
| 有傳感器熱誤差補償功能 | ★ | ★ | |
| 過象限突跳補償功能 | ● | ● | |
| 撓度誤差補償 | ★ | ★ | |
| 三軸空間誤差補償 | ● | ● | |
| 五軸空間誤差補償 | ★ | ★ | |
| 設置/顯示 | |||
| CNC狀態(tài)顯示 | ● | ● | |
| 時鐘顯示 | ● | ● | |
| 當前位置顯示 | ● | ● | |
| 參數(shù)設定 | ● | ● | |
| 報警顯示 | ● | ● | |
| 故障歷史記錄 | ● | ● | |
| 操作歷史記錄 | ● | ● | |
| 加工信息顯示 | 工作時間、加工零件數(shù)等信息統(tǒng)計 | ● | ● |
| 進給速度顯示 | F值顯示 | ● | ● |
| 主軸轉速顯示 | S值顯示 | ● | ● |
| T代碼顯示 | ● | ● | |
| 當前程序路徑顯示 | ● | ● | |
| 梯形圖編輯軟件 | ● | ● | |
| 梯形圖在線修改 | ● | ● | |
| 梯形圖在線監(jiān)控 | ● | ● | |
| 程序預覽顯示 | ● | ● | |
| 伺服調整界面 | ● | ● | |
| 多語言支持 | 簡體中文 | ● | ● |
| 英文 | ★ | ★ | |
| 俄文 | ★ | ★ | |
| 多級數(shù)據(jù)權限管理 | ● | ● | |
| 在線幫助 | ● | ● | |
| 示波器監(jiān)控畫面 | 實時采樣輸出 | ● | ● |
| 外部輸入/輸出監(jiān)控顯示 | ● | ● | |
| 宏變量監(jiān)控 | ● | ● | |
| 內部數(shù)據(jù)監(jiān)控 | 內部寄存器等數(shù)據(jù)顯示 | ● | ● |
| 多通道聯(lián)合顯示 | ● | ● | |
| 數(shù)據(jù)導入/導出 | 參數(shù)、PLC等文件載入或導出 | ● | ● |
| 功能升級注冊 | ● | ● | |
| 支持編碼器反饋 | |||
| 增量式TTL方波 | ● | ● | |
| 增量式正余弦1Vpp | ● | ● | |
| 增量式距離碼正余弦1Vpp | ● | ● | |
| EnDat協(xié)議 | ● | ● | |
| Hiperface協(xié)議 | ● | ● | |
| TAMAGAWA協(xié)議 | ● | ● | |
| BISS協(xié)議 | ● | ● | |
| 全閉環(huán) | 支持第二碼盤反饋 | ★ | ★ |
| 網絡與自動化 | |||
| NC-Link | ● | ● | |
| iNC-Cloud | ● | ● | |
產品尺寸
Product Size
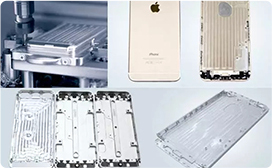
應用案例
Application Cases

